|
||||
|
|
Часть VI Битва чугуна и стали Глава I В начале тридцатых годов усилия Советского Союза были в основном направлены на строительство. По всей стране вырастали новые заводы, шахты и целые отрасли промышленности. Тем не менее новые комплексы зачастую не могли нормально функционировать. Полуквалифицированные рабочие не умели обращаться с тем сложным оборудованием, которое было установлено. Машины ломались, людей раздавливало, они отравлялись газами и другими химическими веществами, деньги тратились астрономическими суммами. Людей заменяли новыми, пришедшими из деревень, государство восполняло финансовые потери, давая правительственные дотации, тем или иным способом доставались материалы и предметы снабжения. Начиная с 1935 года основные усилия страны были перенесены из области строительства в сферу производства. России были необходимы колоссальные количества чугуна, стали и различного оборудования, чтобы удовлетворять растущие потребности страны в товарах повседневного спроса, а также, что не менее важно, Красной Армии, Флота и воздушных сил, которые нуждались в орудиях, военном снаряжении, самолетах, крейсерах и танках. В каждой советской газете, радиопередаче и публичном выступлении подчеркивалась жизненно важная необходимость увеличения выпуска продукции, важность сферы производства. В Магнитогорске Завенягин начал заниматься проблемой производства чугуна, стали, кокса и руды. Он предоставил своим подчиненным решать вопросы, связанные со строительством. Заработная плата рабочих на производстве стала выше, чем у строителей; печать, снабженческие организации, партийные органы — буквально все занялись вопросами производства. Я уже три года проработал сварщиком на строительстве доменных печей, карабкаясь по стальным конструкциям, и решил перейти работать на производство. Принятию такого решения способствовало и окончание курса моего обучения в Комвузе. После церемонии вручения диплома местные партийные работники стали настойчиво советовать мне заняться пропагандистской деятельностью. Однако поскольку я не выражал никакого желания ни вступать в члены Коммунистической партии, ни отказываться от своего американского гражданства (а это было обязательным условием для любого человека, чтобы стать партийным работником в Советском Союзе), то партийное начальство сочло необходимым сообщить мне, что партийной работы для меня нет. Я был очень рад этому. Я многому научился в Комвузе: хорошо знал русский язык, и у меня было ясное представление о теориях Маркса, Ленина, Сталина, на которых, судя по всему, была основана вся социальная и экономическая структура Советского Союза. Я знал все ответы (или, по крайней мере, большинство из них) и мог быстро и четко перечислить все ошибки и подлые поступки троцкистов и нескольких других оппозиционных группировок, что заставляло моих преподавателей с гордостью улыбаться. Но у меня не было желания становиться профессиональным пропагандистом. Одно дело, когда тебе преподают те предметы, в которые ты не веришь или принимаешь с оговорками, но преподавать эти предметы другим — это совершенно иное дело. Я хотел заниматься науками, которые мог бы воспринимать более плавно, изучать такие дисциплины, которыми я мог бы овладеть и передать мои знания другим без какого-либо чувства интеллектуального лицемерия. Я хотел поступить в учебное заведение, готовящее инженеров. В Магнитогорске было одно такое — Горно-металлургический институт, куда могли поступать только лица, работающие на комбинате. После многих трудностей Строительный трест принял мое заявление об уходе и разрешил мне уволиться по окончании шестинедельного отпуска. В течение этого времени я старался подыскать себе место в одном из производственных объединений, где мне было бы интересно работать, где я был бы более или менее свободен, чтобы по вечерам заниматься в институте, и где платили бы столько, чтобы хватало на текущие расходы. Глава II Два дня я ходил, спотыкаясь, по огромной шахте, где добывали железную руду в количестве, достигавшем пяти миллионов тонн в год, — почти двадцать пять процентов всей добычи железной руды в Советском Союзе[53]. Там работали двадцать пять электровозов, купленных за границей, они тянули современные пятидесятитонные думпкары[54] от места выемки породы к рудодробилке, а оттуда — на агломерационный завод. Я наблюдал за тем, как электрические экскаваторы отгружают руду со скоростью пятьдесят тонн в минуту или же стоят, вытянув свои руки, ожидая, когда приедут пустые грузовики, чтобы начать наполнять их, — это зрелище всегда напоминало мне человека, которого что-то удивило во время еды, и он застыл, так и не донеся вилку до открытого рта. Шахта показалась мне неподходящим местом для работы. Я пошел обратно к доменным печам, чтобы выяснить, какие возможности имеются там. До этого мне редко удавалось увидеть что-нибудь, кроме неприглядной стороны работы доменных печей. Нашу строительную бригаду вызывали туда только в случае каких-то неполадок для ремонтных работ. В зимний период 1933 и 1934 годов доменный цех периодически останавливался. Холодные ветры нарушали работу его больших печей. Газопроводы, воздушные линии, водопроводные трубы — все замерзало. Повсюду нависали тонны льда, под тяжестью которого иногда обрушивались металлоконструкции. Одна из четырех доменных печей большую часть времени была на капитальном ремонте. Все мы хорошо запомнили работы по разборке после сильнейшего взрыва, происшедшего на домне № 2 в 1934 году. Мы занимались этим круглые сутки в течение двух месяцев. Из-за неправильного обращения со сливным вентилем была прожжена водяная рубашка, и несколько кубических метров воды вылилось на расплавленный чугун. Последовавший в результате этого взрыв снес крышу с литейной, сильно повредил с одной стороны доменную печь, серьезно пострадали все люди, находившиеся в это время поблизости. Домна № 2 два месяца была закрыта на ремонт, вследствие чего страна потеряла около пятидесяти тысяч тонн чугуна. Сам ремонт обошелся в полтора миллиона рублей, и там были заняты строители, которые могли выполнять другую работу. Пытались найти виновника этого несчастного случая, к суду было привлечено несколько человек, однако никто не был осужден. На протяжении двух недель, предшествовавших этой катастрофе, все люди, чья работа была связана с этой доменной печью, знали, что сливной вентиль плохо функционирует. Мастер говорил об этом начальнику производства, который сообщил директору, а тот в свою очередь доложил Завенягину, и он позвонил Орджоникидзе, народному комиссару тяжелой промышленности СССР. Никто не понимал всей опасности плохой работы сливного вентиля и никто не хотел взять на себя ответственность и остановить доменную печь, когда стране был крайне необходим чугун. Отсутствие опыта и — небрежность приводили к большим потерям и в системе транспортного обеспечения доменных печей. Все время не хватало передвижных ковшей в основном потому, что железнодорожные рабочие не могли ставить их прямо под чугунной лёткой, из которой чугун заливали в ковши, или же не выводили вовремя ковши из-под нее. В обоих случаях расплавленный чугун переливался через края, что вызывало разрушение осей, колес и железнодорожных путей. В первые годы, когда я наблюдал за работой бригад в литейном цехе, у меня часто возникало ощущение, что это взрослые дети играют с новой игрушкой. Я отчетливо помню большого монгола с жидкой бородкой, пошевеливающего в лотке с раскаленным до белизны, расплавленным чугуном шестидесятифутовым аншпугом, он улыбался, весело ругаясь. Молодой бригадир-комсомолец подошел к нему и похлопал его по плечу: «Чугун — видишь?» Монгол улыбнулся, причем когда он рассматривал этот странный новый мир доменных печей и чугуна, где он теперь очутился, голова его, несомненно, была наполовину занята мыслями о предстоящем обеде. Такие сценки должны были бы способствовать (еще предстоит разобраться, действительно они способствовали этому или нет) развитию новой романтической пролетарской литературы, но они, несомненно, не улучшали качество работы у доменных печей. К 1935 году условия сильно изменились к лучшему. Когда я пришел сюда в поисках работы, меня поразил внешний вид домны № 2. Она была чистой, как бильярдный стол, стены были побелены, инструменты аккуратно висели на своих местах. Бригада спокойно и умело занималась своим делом. Все рабочие получали достаточное количество продуктов. К этому времени пролетарский труд на комсомольской стройке перестал быть предметом идолопоклонства — работа у доменной печи в любой стране опасна, вредна для здоровья, выматывающе тяжела, и к тому же там очень жарко. Вне стен предприятия рабочие пользовались некоторыми жизненными благами. Условия жизни улучшились, так что теперь их внимание можно было сфокусировать на работе, и она рассматривалась в более реалистическом свете, как необходимый труд, который надо выполнять умело и хорошо для того, чтобы иметь возможность изменить свою жизнь к лучшему. Такая точка зрения позволила добиться более строгого соблюдения трудовой дисциплины, эффективной и квалифицированной производственной деятельности. Более того, инженерно-технический персонал тоже многому научился. Первые мастера, пришедшие работать на магнитогорские доменные печи, были ветеранами своего дела, обучавшиеся этому еще на «самоварах» — доменных печах, производивших от сорока до пятидесяти тонн в день, где все работы выполнялись вручную. Магнитогорские доменные печи были оборудованы по последнему слову науки и техники. Например, там имелась пушка Брозиуса для заделки лётки — последнее слово американского технического оборудования доменных печей; она была установлена американскими инженерами и с тех пор стояла без дела, потому что русские мастера-ветераны предпочитали заделывать лётку вручную. Постепенно старых мастеров заменили частично молодыми советскими инженерами, а частично — рабочими, которых выдвинули на эту должность, так как у них было огромное желание учиться и работать. Дела на доменных печах шли очень хорошо. Часто они производили больше, чем предусматривалось по американскому проекту, где ежедневная мощность одной печи составляла тысячу тонн[55]. Выпускаемый чугун был хорошего качества. Издержки все еще оставались высокими — пятьдесят пять рублей за одну тонну чугуна в 1935 году, а производительность ниже, чем в Соединенных Штатах; например, в Америке доменную печь объемом в тысячу кубических метров обслуживали от семидесяти до восьмидесяти человек, а в Магнитогорске — сто шестьдесят пять. Тем не менее был достигнут огромный прогресс. В 1935 году Магнитогорск произвел больше чугуна, чем все предприятия в Чехословакии, Италии или Польше. Я мог бы, вероятно, устроиться на работу по техническому обслуживанию и текущему ремонту доменных печей, потому что знал расположение всего оборудования как свои пять пальцев и уже привык к непрерывному реву, грохоту и искрам размером с чайник, летавшим по литейной во время пробивания лётки и выпуска металла из печи. Коля недавно стал мастером бригады сварщиков, выполнявших текущий и профилактический ремонт. Но поскольку Маша со дня на день должна была родить, я не мог согласиться работать сварщиком и зарабатывать в месяц четыреста рублей или около того. Поэтому я отправился на прокатные станы посмотреть, какие там имеются возможности. Цех проката состоял из обжимного стана блюминга, механические части которого были сделаны немецкой фирмой «Демаг», электрооборудование — «Дженерал электрик», а его производительность теоретически составляла 900 тысяч тонн в год. Здесь также находились 450-миллиметровый и 630-миллиметровый листовые прокатные станы, на которых были установлены летучие ножницы и механическое оборудование фирмы «Демаг», сортовой прокатный 500-миллиметровый стан последовательного типа (так называемый «кросс-коунтри»), 300-миллиметровый среднесортный и 250-миллиметровый проволочно-прокатный стан. Я знал многих людей, работавших в прокатном цехе, и однажды во второй половине дня пошел навестить некоторых из них. Я прошел вдоль огромного блюминга, на котором механизированные краны и электромеханические валки прокатного стана подбрасывали и швыряли восьмитонные болванки, и заглянул в кабину оператора, где в это время работала одна из лучших подруг Маши. Шура была оператором. Она сидела в белой кабинке с большими двойными окнами над прокатными станами, нажимала на кнопки управления и ножные педали. Одни кнопки и педали приводили в движение валки, которые доставляли болванки на стан, другие регулировали скорость их движения; аналогичным образом она контролировала работу больших механических пальцев, переворачивавших болванку, меняла их направление и т. д. Шура следила за работой мотора постоянного тока мощностью в тысячу лошадиных сил, менявшего направление своего вращения каждые десять-пятнадцать секунд; этот мотор вобрал в себя все лучшие достижения инженерной мысли и опыта Соединенных Штатов за последние несколько десятилетий. Контролировала она и работу множества других вспомогательных моторов разных типов. Рабочее место Шуры по своей чистоте напоминало операционную в хорошей больнице, и не успел я войти в ее кабину, как ко мне подошел один из электротехников и сказал, что никому не разрешается заходить внутрь этого помещения, чтобы не отвлекать оператора. «Они хотят установить рекорд», — сказал он мне. По проекту болванку должны прокатать менее чем за минуту. На самом деле на это уходит в среднем 3,2 минуты, а рекордное время у одной восьмичасовой смены составило всего лишь две минуты, к тому же около пятнадцати процентов выпущенной ими продукции не соответствововало стандартам качества. Электротехник успел произнести целую речь, пока стан не остановился, потому что больше не было болванок и Шура смогла отойти от своих рычагов и рукояток, чтобы поговорить со мной. Она приехала в Магнитогорск из деревни, очень сильно болела и поэтому была вынуждена пройти курс обучения на оператора вместо того, чтобы заниматься более активной работой. Это была двадцатитрехлетняя, довольно бледная девушка со скуластым открытым лицом крестьянки, на котором застыло выражение нервного напряжения, появившееся у нее после долгих месяцев пребывания в больнице и последующей работы оператором прокатного стана. Она всегда приходила на комбинат в красной косынке, с неизменно серьезным, очень напряженным выражением лица. Она никогда не опаздывала, не тратила время на перекуры и не приходила на работу с больной головой после похмелья, как многие мужчины. Более того, она освоила работу оператора блюминга. Шура понимала назначение всех кнопок и рычагов пульта управления, за которым работала. У нее не было обширных познаний в области теоретической физики (она училась в школе всего семь лет), но их хватило, чтобы стать вполне квалифицированным оператором. Другими необходимыми навыками для этой работы были напряженное внимание, чисто механическая ловкость рук и расторопность, доведенные до автоматизма, а всем этим она владела мастерски. Она была одним из лучших операторов на комбинате. В Магнитогорске во многих профессиях, таких, как оператор крана, оператор прокатного стана и т. п., где были необходимы скорее надежность в работе, ловкость и согласованность движений, а не физическая сила, женщины в значительной степени заменили мужчин. Их единственным недостатком с точки зрения работы было то, что в 1937 году на одну тысячу женщин приходилось тридцать три ребенка, они слишком часто уходили в декретные отпуска и теряли профессиональные навыки. Вначале блюминг, как и доменные печи, работал очень плохо. Ежемесячные планы выполнялись на 20–30 процентов, и периодически он останавливался, а это обходилось очень дорого. Например, в декабре 1933 года блюминг не работал сорок четыре процента всего рабочего времени. Причины заключались в следующем: перебои в подаче либо газа, либо электроэнергии, либо воды — 13 процентов, выход из строя электрооборудования — 2 процента, выход из строя механического оборудования — 9 процентов, нарушение работы блюминга при обработке некачественной заготовки — 14 процентов, прочие причины — 6 процентов. Однако к 1935 году блюминг уже настолько хорошо функционировал, что обрабатывал всю сталь, производимую мартеновским цехом. Глава III Выйдя из здания, где находился блюминг, я пошел к 500-миллиметровому среднесортному прокатному стану, или, как его называли, стану-500. Стан-500 обладал для меня особой притягательной силой из-за своих размеров, а также потому, что здесь был партийным секретарем Митя Глазер, мой старый друг, который раньше преподавал в Комвузе. Мите было двадцать семь лет, он был сыном украинского еврея-портного. Уже десять лет он работал в комсомольских и партийных органах. Это был очень способный и деловой человек. Митя показал мне прокатный стан. Когда я рассказал ему, что подыскиваю новое место работы, он высказал хорошую мысль, так как знал, что в свободное время я пишу рассказы. — Почему бы тебе не написать памфлет о стане-500? — с энтузиазмом предложил он. Это была заманчивая идея. Я провел две недели, изучая работу прокатного стана и систематизируя собранный материал. Митя тем временем старался сделать так, чтобы материал опубликовали. Из этого, конечно, ничего не вышло, но некоторые материалы и сегодня представляют интерес. Стан-500 стоил 12 миллионов 240 тысяч рублей. Около шестидесяти процентов этой суммы было выплачено золотом, на которое закупили лучшее в мире оборудование для прокатных станов. Весь процесс был механизирован. При нормальной работе стана сталь двигалась приблизительно со скоростью бегущего человека, причем стальные заготовки следовали одна за другой с интервалом в несколько дюймов. Стан обслуживали семьсот двадцать рабочих, инженеров и «белых воротничков». Около двух третей этого количества составляли русские, одну треть — украинцы, татары, башкиры и евреи. Двадцать девять процентов работавших на стане-500 пришли сюда из деревень. Около двадцати процентов составляли ветераны прокатного дела, которых прислали в Магнитогорск с предприятий, находящихся на юге, в Донбассе, и с других, более мелких прокатных станов Магнитогорского комбината, однако и из них три четверти не так давно тоже пришли из деревень. Административная структура стана представляла собой следующее: «начальником» (то есть начальником производства) был молодой советский инженер по фамилии Вайссберг. У него было три заместителя. Один отвечал за оборудование, другой — за производство, а третий — за условия труда и жизни рабочих и массу других вопросов. Главный механик и главный энергетик отвечали за соответствующее оборудование. Начальник канцелярии и два его помощника вели учет всех приказов и распоряжений, типов металла, подлежащих обработке на прокатном стане, загрузок и отгрузок продукции. Бухгалтер и его три помощника рассчитывали зарплату рабочим и ведали всеми финансовыми операциями прокатного стана в целом. Руководители профсоюзной и партийной организации занимались учебной и пропагандистской работой, вопросами трудовой дисциплины и непосредственно проблемами партийной и профсоюзной жизни. Один человек в отделе кадров занимался личными делами всех работающих. Четыре человека в техническом бюро изучали различные аспекты производственного процесса, рассматривали рационализаторские предложения, искали пути и способы экономии средств и рабочего времени, денег и сырья, оборудования и запасных частей. Два человека в отделе труда устанавливали нормы и изучали трудовые процессы, связанные с производством. Кроме того, там работали еще две девушки, которые отвечали на телефонные звонки и немного печатали на машинке. Этим завершался список «белых воротничков», состоявших в штате прокатного стана. Помимо них были еще люди, руководившие производственными процессами, хотя сами они не занимались физическим трудом: пять мастеров смен, пять инженеров смен и один старший мастер. Таким образом, в общей сложности тридцать пять человек не участвовали непосредственно в самом процессе производства: Все остальные были «рабочими» (в противоположность инженерно-техническому персоналу): электрики, рабочие-прокатчики, механики-ремонтники, газовщики и так далее. Эти рабочие имели разряды в соответствии со своей квалификацией. Таких разрядов было восемь, и для получения более высокого разряда рабочему надо было сдать как теоретические, так и практические экзамены. Каждый рабочий имел право в любое время просить присвоить ему более высокий разряд, и если успешно сдавал экзамен, то получал его. Администрация с согласия профсоюза могла понизить разряд рабочего, если оказывалось, что у него недостаточно знаний и навыков для данной работы. У мастера не было права ни присваивать рабочим другой разряд, ни нанимать или увольнять их, хотя его мнение, естественно, принималось во внимание начальником производства и работником профсоюза при решении подобных вопросов. На прокатном стане-500 только немногие рабочие имели первый и второй разряды, которые соответствовали должностям подмастерья или разнорабочего. В основном здесь были рабочие пятого разряда. На протяжении всего 1934 года прокатный стан дал ничтожное количество продукции. Она составляла десять, пятнадцать, двадцать процентов проектной мощности. Все множество причин можно свести к одной — рабочие еще не научились работать на прокатном стане. Все время что-то выходило из строя, и некому было устранять неполадки. Плановый отдел предприятия давал рабочим стана-500 очень низкие плановые задания, составлявшие от 40 до 50 процентов проектной мощности, но даже они не выполнялись. Люди теряли интерес к работе, но мало-помалу, месяц за месяцем они все лучше овладевали своими профессиями; увеличивался выпуск продукции, пока, наконец, начиная с января 1935 года, не была достигнута, а затем и превышена проектная мощность [56]. Я провел небольшое изучение уровня зарплаты на стане-500, которое хочу привести в качестве типичного примера того, как с целью повышения производительности труда осуществлялась взаимосвязь между сдельной работой и премиальной системой в Магнитогорске в середине тридцатых годов. Усилия партийной организации и администрации были в основном направлены на установление уровня зарплаты таким образом, чтобы каждый получал в соответствии с результатами своего труда. Инженерно-технические работники получали оклады. Мастера получали около 550 рублей ежемесячно; старшие (главные) мастера, инженеры смен, главные механики и электротехники — приблизительно 800 рублей; бухгалтеры — около 450; заместители начальника производства — приблизительно 1000 рублей, а сам начальник производства — около 1200 рублей в месяц. Эти основные оклады устанавливались за работником при его приеме на работу отделом труда. Эти оклады могли быть увеличены до определенных пределов начальником производства, а снизить их теоретически не мог никто. Однако эти служащие в действительности часто получали жалованье, в два-три раза превышающее их основной оклад, а иногда — всего лишь семьдесят процентов оклада. Они получали добавочное вознаграждение к основной зарплате за количество выработанной продукции в соответствии со следующей шкалой[57]: 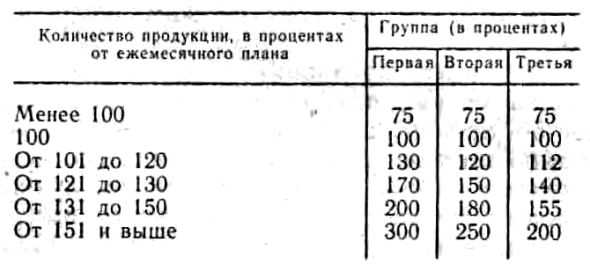 В первую группу входили начальник производства и его заместители, старшие мастера, главный механик и энергетик. Во вторую группу — инженеры и мастера смен. Их заработная плата зависела от выполнения плана только их сменой. Третья группа включала в себя всех других служащих, бухгалтеров и т. д. В качестве примера применения этой системы оплаты труда я могу привести следующие данные: в октябре смена мастера Шевчуга выполнила свой план на 162 процента. За этот месяц Шевчуг получил 250 процентов своего основного оклада (составлявшего 800 рублей), то есть 2000 рублей. То же самое происходило и с системой платы труда рабочих, непосредственно занятых в процессе производства. Для каждой категории был свой «тариф», иными словами, зарплата, получаемая при стопроцентном выполнении плана. Тарифы рабочих-прокатчиков в зависимости от их категории за восьмичасовой рабочий день составляли в рублях:  Эти цифры представляют собой ежедневную заработную плату рабочего, чья смена выполнила план ровно на сто процентов. План утверждался плановым отделом Магнитогорского комбината на основании проектной мощности, директив Комиссариата тяжелой промышленности в Москве и конкретных условий (например, отсутствие или нехватка материалов и т. д.). Таким образом, если план для данной смены составлял, скажем, 100 тонн металла, то рабочий-прокатчик восьмого разряда получил бы 23 рубля 94 копейки, или приблизительно 24 рубля за 100 тонн. Если бы эта смена дала только 50 тонн проката, то тогда этот рабочий получил бы лишь 12 рублей. А если эта смена дала бы более 100 тонн проката, то прогрессивное увеличение зарплаты было бы уже ощутимым. При выполнении плана до 120 процентов рабочие получали полторы цены за каждую тонну. За каждую тонну при выполнении плана от 120 до 130 процентов они получали двойную цену, а при выполнении плана более чем на 130 процентов — тройную цену. Таким образом, если в его смену было бы выработано 140 тонн, то рабочий-прокатчик восьмого разряда получил бы двадцать три рубля 94 копейки за 100 тонн плюс тройную цену за каждую тонну свыше этого количества, или 72 копейки за каждую из 40 тонн, выработанных сверх плана, то есть около 55 рублей за этот день. Встает вопрос: «А было ли выгодно государству платить так много за продукцию, выпущенную сверх плана?» Ответ, несомненно, будет: «Да»[58]. Постоянные издержки были настолько выше, чем заработная плата (как один из элементов себестоимости), что выплачиваемая реальная заработная плата легко покрывалась увеличением производства продукции, достигаемым при тех же самых постоянных издержках. Несомненно, государству было бы еще более выгодно достичь увеличения выпуска продукции, не повышая заработную плату. И действительно, в 1937 и 1938 годах были приняты постановления, уменьшавшие прогрессивную оплату труда. Когда прокатный стан не работал по какой-либо причине, не зависящей от рабочих, они получали две трети своих тарифных ставок, а счет теоретически должен был оплачиваться организацией, несущей ответственность за простой прокатного стана. Таким образом, если прокатный стан-500 остановился бы из-за нехватки коксового газа, то теоретически зарплату простаивавшим рабочим платил бы цех коксования из своего фонда зарплаты. Однако на самом деле не происходило никаких межцеховых финансовых операций, так как виновник простоя отказывался платить. С другой стороны, если стан-500 закрывался из-за какой-либо неполадки, происшедшей по небрежности кого-либо из работающих здесь, то они за время простоя не получали бы ничего. Сверхурочная работа была вообще запрещена. В экстренных случаях разрешали работать сверх положенного времени и платили за такую работу в полуторном размере, а за работу во время праздников — в двойном. За дачную работу доплачивали одну четверть. Работа между 11 часами вечера и 7 часами утра считалась, по определению, ночной работой. Секретарь профкома был фигурой довольно-таки незначительной. Хотя фактически все работавшие на прокатном стане являлись членами профсоюза его деятельность ограничивалась учебной и «культурной» работой. У руководителя профсоюзной организации стана-500 всегда было в распоряжении пять постоянных мест в городском театре и пять таких же мест в цирке. В его ведении находился также определенный денежный фонд, размер которого зависел от выполнения плана: средства из этого фонда шли на удовлетворение культурных запросов рабочих стана, на отделку комнаты, отведенной под клуб, на подписку газет и т. п. Время от времени профсоюз выполнял функции настоящего дисциплинарного органа — он проводил «товарищеские суды». Например, если рабочий по своей небрежности испортил какое-либо оборудование, регулярно опаздывал на работу, пил во время работы или как-то еще оказывал дезорганизующее влияние, то могло произойти следующее. Если вопрос был потенциально или действительно настолько серьезен, что мог иметь политическое значение, то им занимались органы тайной полиции независимо от любой организации прокатного стана. Если же тайная полиция не интересовалась этим вопросом (как это обычно бывало в 1935 и 1936 годах), то рабочий обычно представал перед судом своих товарищей, которые выбирали одного человека судьей, а двух других — прокурором и адвокатом. Решения этих «товарищеских судов» не имели формальной юридической силы. Самыми суровыми приговорами, выносимыми этим судом, были штраф в размере пятидесяти рублей, который передавался виновным в культурный фонд, или же ходатайство перед администрацией об увольнении подсудимого. Однако пропагандистское значение было очень велико. Зачастую после такого товарищеского суда горький пьяница, чье поведение дезорганизовывало работу прокатного стана, менял свое поведение в гораздо большей степени, чем если бы он занимался в качестве наказания тяжелым физическим трудом в течение десяти дней. Партячейка прокатного стана-500 состояла из пятидесяти шести членов и кандидатов в члены партии, а также двадцати одного сочувствующего. (Прежде чем стать полноправным членом партии, необходимо было пройти предварительные ступени «сочувствующего» и «кандидата».) Вайссберг, два его заместителя, трое из четырех инженеров смен, четыре мастера и старший мастер — все были членами партии. Члены партии имели некоторые привилегии: им было легче получить стипендии на время обучения, новые квартиры или отпуск в августе, а не в ноябре. Но, с другой стороны, они несли гораздо большую ответственность. Если что-нибудь случалось, работа шла плохо по вине бригады, то рабочие — члены партии — несли такую же или даже большую ответственность за это, чем беспартийный бригадир. Если появлялись вакантные административные должности, на них. обычно выдвигали членов партии, нежели беспартийных работников с такими же способностями. Митя как партийный руководитель, возможно, более, чем кто-либо другой, отвечал за успешную работу прокатного стана-500. Он прекрасно умел говорить и знал, что сказать рабочим, чтобы им стало стыдно за плохо сделанную работу; объясняя рабочим, для чего они работают, он мог добиться того, чтобы они трудились лучше. В нем горело такое пылкое желание строить социализм, что это производило сильное впечатление на каждого, кто с ним встречался. Административные и технические вопросы обсуждались на регулярно проводимых закрытых партийных собраниях, и поскольку большинство руководящих работников администрации были членами партии, то на этих собраниях могли приниматься и принимались важные решения. Повышение «бдительности» было одной из главных задач партии. Все члены партии должны были внимательно следить за тем, чтобы не пропустить проявлений саботажа, шпионской деятельности, враждебной классовой пропаганды, контрреволюционной деятельности и т. п. Это приводило к довольно нездоровому интересу членов партии к делам других людей, постоянному «сплетничанью» и соответственно подозрительности и недоверию, особенно распространенным среди работников администрации. Партия стремилась окружить себя людьми, которых называли «беспартийными большевиками», выполнявшими все решения партии и довольно много занимавшимися партийной работой, хотя у них и не было партбилетов. Теоретически комсомол должен был помогать партии в ее работе. Однако эта организация, как и в самом начале своего существования, была весьма несовершенна. Частично это объяснялось тем, что практически все рабочие комсомольского возраста (от шестнадцати до двадцати шести лет) посещали одно из учебных заведений, а это обычно занимало почти все их свободное время. Другая причина заключалась в том, что аппарат комсомола с момента своего образования состоял из некомпетентных, честолюбивых и политически безответственных людей. Около полудюжины секретарей городского комитета комсомола бесславно исчезли один за другим; одного из них арестовали за растрату фондов, другого публично осудили за пьянство и распущенность, а нескольких обвинили в политическом двурушничестве и лицемерии. Среди работающих на прокатном стане-500 комсомол, как организация в целом, пользовался крайне небольшим влиянием, хотя многие комсомольцы были прекрасными работниками. До октября 1935 года производство на прокатном стане-500 было убыточным, и стан функционировал за счет правительственных дотаций, как и многие другие новые промышленные комплексы. Однако в течение первой половины года, по мере того как выпуск продукции увеличивался, убытки уменьшились[59]. В этот период снизились издержки производства. В начале года они составляли 250 рублей за одну тонну, а в октябре — 130 рублей 44 копейки. Увеличилась производительность труда, поднялась зарплата и снизилась стоимость готовой продукции. В результате этого в октябре 1935 года прокатный стан имел прибыль, составляющую 960 тысяч рублей. Эти деньги, конечно, принадлежали государству, однако десять процентов от этой суммы были переданы в распоряжение Вайссберга для выплаты премий рабочим прокатного стана. Глава IV Когда стало ясно, что мой рассказ о прокатном стане-500 не будет опубликован, я оставил мысль зарабатывать себе на жизнь писательским трудом и снова начал искать более прозаическое занятие. Я случайно встретил в трамвае Сёмичкина, моего прежнего начальника, и он предложил мне пойти работать на химический завод. Вскоре должен был открыться новый бензольный цех, и он пытался подыскать на комбинате сорок или пятьдесят человек, подходящих для работы там, так как администрация не хотела выделить ему деньги для того, чтобы привезти квалифицированных рабочих с Украины. Обдумав его предложение, я согласился на эту работу и в течение двух последующих лет проработал оператором бензольных дистилляторов в густом дыму коксохимического завода. Сёмичкин, назначенный начальником производства этого завода, был моим непосредственным руководителем, и это было очень хорошо: он дал мне техническую литературу по побочным продуктам коксохимического производства и помог мне освоиться на новом месте работы. Сёмичкин подчинялся старому Тищенко и Шевченко. В предыдущем году они перешли со строительства на производство, так как строительные работы сворачивались и бюджеты на строительство были урезаны. Коксохимический завод в Магнитогорске был построен в основном по техническому проекту, выполненному «Копперс и Компания», но, к сожалению, туда вкрались и элементы проекта «МакКи»; на него также оказали влияние и несколько советских проектных организаций. Бензольный цех был полностью реконструирован, когда выяснилось, что деготь, получаемый в конденсаторном цехе, не дает масляных фракций, необходимых для абсорбции бензола из коксового газа, и для этой цели надо будет доставлять газовый конденсат с Кавказа. Газовый конденсат легче воды, а каменноугольное масло — тяжелее, поэтому всю установку, рассчитанную по проекту на использование каменноугольного масла, пришлось перестраивать. В последние годы первой пятилетки упор делался в основном на производство чугуна и стали. Кокс необходим для плавки железной руды; таким образом, были форсированы работы по строительству коксовых печей. Сооружение менее важных химических заводов двигалось медленнее. В результате сложилась такая ситуация, что, в то время как все четыре батареи коксовальных печей в Магнитогорске начали работать к началу 1934 года, строительство нескольких химических цехов еще не было завершено. В течение двух лет, с 1934 по 1936 год, ценные химические продукты на сумму около двадцати пяти миллионов золотых долларов ежегодно вылетали в трубу. Между прочим, эта задержка с вводом в строй химических заводов стала одним из основных обвинений, выдвинутых против Ратайчака и других руководящих работников химической промышленности Советского Союза на процессе Зиновьева в 1937 году. Я могу засвидетельствовать, что такая задержка, несомненно, имела место, но мне представляется сомнительным утверждение, что она была исключительно результатом сознательного саботажа. 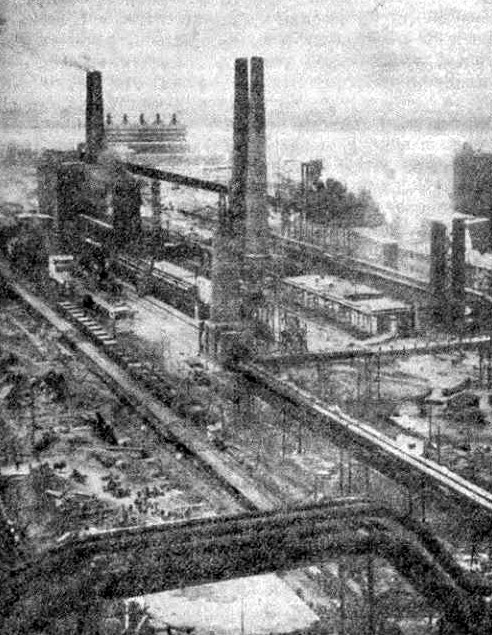 Рис. 13. Коксохимический завод, где Джон Скотт работал оператором (фото 1934 г.) Несмотря на задержки и трудности, к 1935 году Магнитогорский коксохимический завод достиг больших размеров и хорошо функционировал. Работали четыре батареи коксовальных печей, каждая состояла из шестидесяти девяти печей мощностью по четырнадцать тонн загрузки на одну печь и временем коксования от двенадцати до тринадцати часов. Механическое и электрическое оборудование печей было в основном закуплено за границей и работало очень хорошо, главным образом благодаря неустанным заботам главного механика, некоего Фарберова, молодого советского инженера, пришедшего работать на завод в 1932 году и в течение пяти лет упорно трудившегося для того, чтобы механическое оборудование завода функционировало. Восемьдесят пять процентов потребляемого угля привозили из Кузнецка, находившегося в Центральной Сибири, на расстоянии в тысячу пятьсот миль от Магнитогорска, а остальной уголь доставляли из Караганды, расположенной в шестистах милях отсюда, в Казахстане, и из местных Челябинских месторождений. Химический завод состоял из следующих цехов: построенного по дешевому проекту, но довольно хорошо работавшего конденсаторного цеха с четырьмя немецкими газососами мощностью около шестидесяти миллионов кубических футов газа в день; сульфатного цеха с тремя сатураторами, производившего до шестидесяти тонн сульфата аммония в день и пущенного в строй в 1935 году; хорошо оборудованного бензольного цеха с четырьмя дистилляторами мощностью шестьдесят тонн в день, который начал работать в январе 1936 года. Все насосы и большинство установок бензольного цеха были закуплены за границей. На некотором расстоянии от этой части коксохимического завода находились участки дистилляции дегтя и ректификации бензола, пущенные в строй соответственно в 1934 и 1936 годах. Оба они были хорошо оборудованы, и когда работали надлежащим образом, то там производили бензол, толуол, нафталин и другую ценную продукцию. Они были достаточно прибыльны, чтобы покрыть дефицит, периодически возникавший при работе коксовальных печей; эта прибыль выражалась довольно внушительной цифрой в гроссбухе коксохимического завода и даже частично компенсировала огромные убытки мартеновского цеха. Производство кокса в период с 1931 по 1936 год постоянно увеличивалось и в 1936 году достигло 1977 тысяч тонн[60]. Затраты на производство одной тонны кокса в 1936 году составляли 37 рублей 10 копеек. Однако государство оплачивало половину стоимости транспортировки угля, а это была одна из больших статей издержек производства. Эти меры были предприняты для того, чтобы Магнитогорск мог конкурировать по сумме издержек производства с южными предприятиями, где источники сырья находились, фигурально выражаясь, в их собственном дворе. На коксохимическом заводе работало около двух тысяч человек. Приблизительно десять процентов из них составлял так называемый штат инженерно-технических сотрудников, куда входили мастера, начальники производства, плановики и т. д. Заработная плата на коксохимическом заводе была высокой, так как в 1935 и 1936 годах план здесь выполнялся лучше, чем где бы то ни было, рабочие перевыполняли нормы выработки — соответственно и зарплата была хорошей. Градация заработной платы и система выплаты прогрессивных премий были похожи на те, которые существовали на прокатном стане-500, описанном выше. Первые несколько недель я волновался, что может возникнуть пожар и произойти взрыв. Я привык работать там, где запрещалось курить, но носить специальную обувь на резиновой подошве, пользоваться медными молотками, чтобы не высекать искры, от которых могли бы воспламениться пары бензола, было совершенно иным делом. Постепенно я к этому привык и сосредоточил все свое внимание на оборудовании, стараясь до последней капли выжать бензол из коксового газа. Не прошло и года с начала работы цеха, а мы уже производили до ста тонн неочищенного бензола в день, что почти в два раза превышало проектную мощность агрегата. Потом мы закрылись на несколько месяцев: железная дорога не присылала достаточно вагонов-цистерн, чтобы забрать нашу готовую продукцию, включая толуол и авиабензол. Все имевшиеся в наличии контейнеры были заполнены. Мы перестали производить бензол, потому что его негде было держать. В сентябре я поступил в институт и начал четырехлетний курс обучения на инженера-металлурга. Самая большая трудность, связанная с учебой, заключалась в том, что на предприятии у меня был скользящий график работы, а это означало, что я буду пропускать четверть или треть всех лекций. Глава V Однажды вечером зимой 1936 года мой помощник не вышел на работу. Я позвонил Сёмичкину. — Ах, да, — сказал он, — отдел труда решил, что оператору придется работать без помощников. Шевченко одобрил это решение. Ничего не могу сделать. Постарайся как-нибудь обойтись. Он остался глух к моим протестам. Приблизительно неделю спустя, в конце своего рабочего дня, я передал участок по смене старейшему оператору по фамилии Курец и пошел в институт. Курец сказал мне, что он собирается попробовать наладить насос в складском помещении. Так он и сделал, и где-то около восьми часов вечера, надышавшись паров, потерял сознание. Поскольку не было никого, кто мог бы ему помочь или позвать на помощь, то он пролежал там два часа и к тому времени, как его нашел мастер, уже был мертв. После того, как состоялся суд над мастером, которому предъявили обвинение в преступной халатности и осудили на два года, отдел труда вернул помощников операторов на их прежние места, опасаясь, что прокурор доберется и до отдела труда. Можно было бы привести много подобных примеров рационализации и интенсификации труда ценой человеческих жизней, однако упразднили и те рабочие единицы, которые действительно были не нужны, в результате чего производительность труда возросла. Одной из самых больших проблем, доставлявших нам много хлопот, была быстрая загрузка и разгрузка железнодорожных цистерн. Быстрота в работе была необходима потому, что железная дорога налагала огромные штрафы за задержку подвижного состава. В целом сумма штрафов, выплаченная Магнитогорском в 1937 году железным дорогам, составила 1,7 миллиона рублей. Эта система штрафов была введена для того, чтобы избежать простоев подвижного состава, однако она превратилась в одну из самых больших статей финансовых доходов железных дорог. Некоторое время ректификационный завод бездействовал: негде было хранить готовую продукцию, так как железная дорога не могла подавать цистерны даже для того, чтобы забирать продукцию текущего производства, и все было заполнено до последнего дюйма. В конце концов железная дорога прислала сразу же пятьдесят цистерн. Лимит времени для загрузки этих вагонов составлял три часа. По закону задержка подвижного железнодорожного состава для загрузки или разгрузки свыше этого положенного времени влекла за собой штраф в размере десяти рублей за первый час задержки (от одного до десяти рублей в зависимости от типа цистерны), двадцати — за второй час, тридцати — за третий час задержки и т. д. За три часа успели загрузить только три из пятидесяти цистерн, поскольку цех был оборудован таким образом, что можно было загружать вагоны только по одному. Прошло полтора дня, прежде чем была загружена и отправлена последняя из этих пятидесяти цистерн. Наложенный за задержку подвижного состава штраф в данном случае почти равнялся месячному фонду заработной платы. Таким образом, эта система штрафов заставляла людей работать так, чтобы не задерживать без надобности подвижной состав. Однажды вечером я из-за этого сильно обморозил руку, пытаясь помочь оператору сульфатного цеха разгрузить десять цистерн серной кислоты за три часа. Коксохимический завод тратил значительные суммы денег на «культурные» постройки и мероприятия. Был сооружен громадный банный комплекс с раздевалкой и рестораном для рабочих. Комплекс был хорошо оборудован, и рабочие имели возможность возвращаться домой чистыми, избегая той постоянной грязи, к которой привыкли шахтеры и рабочие-коксовики в Англии, Германии и даже в Соединенных Штатах. Было построено и здание клуба, где размещались хорошая библиотека, бильярдная, комната для занятий музыкой, детская комната и многое другое. Деньги на все это были отпущены из фонда, имеющегося в распоряжении каждого, дающего прибыль, завода в Советском Союзе, для повышения культурного уровня жизни рабочих данного предприятия. Много говорилось, но, к сожалению, не очень много делалось для того, чтобы оздоровить условия труда на коксохимическом заводе. Часто отказывали вентиляционные системы, и санитарные инспектора были бессильны заставить администрацию (у которой были другие, более неотложные дела и обязанности) принять эффективные меры. Происходило много несчастных случаев, однако их число с годами уменьшалось. Начиная с 1936 года любой несчастный случай на производстве со смертельным исходом становился предметом судебного разбирательства. Зачастую к суду привлекали не истинных виновников происшедшего, но в России это не имело большого значения. Главное, что и технический персонал, и рабочие научились по-настоящему ценить как свою собственную жизнь, так и жизнь других людей, а это было чрезвычайно важно в стране, где тирания, война, голод и раздоры сделали человеческую жизнь очень дешевой. Глава VI Директор коксохимического завода Шевченко — тот самый, который был заместителем начальника строительства в 1933 году — с тех пор успел получить орден Ленина. Он стал членом районного и областного комитетов партии, поселился в отдельном доме из восьми комнат и регулярно зарабатывал несколько тысяч рублей в месяц. Шевченко много работал и нещадно гонял своих подчиненных. В целом все руководимые им подразделения работали хорошо. Но сам он так и остался грубым, невоспитанным человеком и непорядочным карьеристом. Иногда в мелочах он выдавал себя. Например, 1 мая 1936 года коксохимический завод получил пятьдесят патефонов, которые должны были быть вручены лучшим рабочим в качестве премий к празднику Первого мая. Шевченко забрал себе десять патефонов и продал их, положив деньги себе в карман. И он сделал это не потому, что ему нужны были деньги. Все, что он только мог пожелать, у него уже было. Просто таким уж он был человеком. Главный инженер завода, руководимого Шевченко, — старый специалист-заключенный по фамилии Тищенко — все еще работал без всякого энтузиазма и все с большим и большим презрением относился к Шевченко, хотя и побаивался его. Тищенко терял авторитет отчасти из-за собственной безынициативности и неспособности отстаивать свою точку зрения по разным техническим вопросам и добиваться того, чтобы с ним считались, а отчасти из-за того, что Шевченко не вполне доверял «бывшему вредителю». Рабочие и мастера не прислушивались к его мнению, зная, что он не имеет реальной власти. Он пожимал плечами и предоставлял всему идти своим чередом. Его домашняя жизнь была уютно монотонна. За три года Сёмичкин сильно изменился. Во всем, что касалось техники, он приобрел опыт и уверенность в себе, много и упорно работал. Ему не надо было, как Тишенко, преодолевать «буржуазное» прошлое; в то же время у него было то, чего не хватало Шевченко, — техническое образование. Сёмичкин вел гораздо более простую жизнь, чем любой из его начальников. Он жил в трехкомнатной квартире, ездил на работу на трамвае, и ему приходилось стоять в очереди, чтобы купить ботинки. Почти все управляющие и инженеры на коксовальных печах, где работа была скорее административная, нежели техническая, были молодыми людьми, которых сюда поставил Шевченко, потому что он знал их лично и мог им доверять. Шевченко безо всякого труда находил таких людей. В 1936 году много говорили о стахановском движении — и не только в Советском Союзе, но и в других странах. Оно представляло собой интересный и важный этап развития советской экономики. Глава VII Стахановское движение приобрело большое значение после того, как Сталин выступил с речью на первой конференции стахановцев и подчеркнул, что улучшение условий жизни и повышение технического мастерства работников промышленности создали базу для значительного увеличения производительности труда, что и должно быть осуществлено безотлагательно. Стахановское движение пришло в Магнитогорск осенью 1935 года и сразу же стало темой различных собраний, пресс-конференций, административных указаний и приказов, предметом бесконечных обсуждений как в общественных местах, так и в личных беседах. Усилилось соревнование между бригадами и цехами. Бригадам, работавшим лучше всех, вручались знамена, а также денежные вознаграждения. Все «рыскали» по своим цехам в поисках «новых скрытых резервов повышения производительности труда». Увеличилась зарплата. Повысилась производительность труда. Магнитогорск оживился — это было время всеобщего бума. Стахановское движение в Магнитогорске дало весьма ощутимые результаты в течение второй половины 1935 года, что продолжалось чуть ли не до конца следующего, 1936-го[61]. Коэффициент использования доменных печей, определяемый как отношение объема доменной печи к дневной выработке, улучшился с 1,13 до 1,03; производство стали на 1 квадратный метр мартена возросло в среднем на 10,5 процента, то есть с 4,2 тонны до 4,65 тонны. На прокатных станах производительность труда выросла, а издержки производства сократились. В результате улучшения работы Магнитогорский комбинат за последнюю четверть 1936 года дал прибыли на 13,8 миллиона рублей. Еще до этого, в октябре 1935 года, комбинат дал прибыль на сумму в несколько тысяч рублей, и Завенягин, сделав чисто донкихотский жест, выразил свою уверенность в том, что он способен просуществовать без государственных дотаций, которые немедленно прекратились, а в результате этого финансовые дела комбината сильно страдали всю первую половину 1936 года. Самым ответственным участком был мартеновский цех, по словам Завенягина, «ежемесячно съедавший миллионы». Только в феврале месяце комбинат имел дефицит в 4 миллиона рублей. Завенягин был вынужден покрыть этот дефицит, взяв деньги из средств, отпущенных на строительство города. Но в общем и целом в 1936 году — году стахановского движения — были достигнуты огромные успехи. Номинальная прибыль за год составила 112 миллионов рублей. (Трудно до конца поверить в эти цифры, так как для различных целей существовали многочисленные системы бухгалтерского учета, но именно эта цифра появилась на страницах газеты «Магнитогорский рабочий» 24 декабря 1936 года.) Однако в это же время возникали и негативные процессы. Во-первых, осенью 1936 года, после кампании в печати и речи самого Сталина, были повышены нормы. Это вызвало беспокойство у многих рабочих, так как до этого они думали, что увеличение производительности труда выразится в непосредственном увеличении заработной платы и что нормы никогда не будут изменены. Помимо этого, в техническом отношении было сделано многое такое, что не предвещало ничего хорошего в будущем. Оборудование работало на пределе, а текущим ремонтом пренебрегали. Например, загрузка магнитогорских мартеновских печей была доведена до 240 тонн стали при проектной мощности — 150 тонн. С этой целью была осуществлена определенная реконструкция самих мартенов, и возникли нескончаемые трудности с ковшами и ковшовыми кранами. Сочли необходимым производить разливку металла сразу в два ковша одновременно, используя Y-образный желоб. Один из рукавов этого желоба все время забивался и сталь много раз расплескивалась по всему цеху. Транспортное оборудование, как подвижной состав, так и рельсовые пути, также работало на пределе своих возможностей. Это было заметно не только по магнитогорскому внутреннему транспорту; та же тенденция наблюдалась в системе транспорта Советского Союза вообще, где ежедневные погрузки на железных дорогах возросли до 100 тысяч во время стахановского бума при наркоме Кагановиче, а позже снизились до 75 тысяч и оставались на том же уровне в январе 1939 года. (После 1939 года не было опубликовано никаких цифровых данных.) Всем прокатным станам были даны очень напряженные планы, была снижена норма времени на ремонтные работы и оборудование соответственно пострадало. В марте 1936 года в Москве состоялась конференция ответственных и руководящих работников металлургической промышленности, на которой были пересмотрены проектные мощности различных комплексов в свете достижений стахановского движения. На основе этих новых проектных мощностей были разработаны новые нормы и планы для всех подразделений каждого комбината в Союзе, включая, конечно, и Магнитогорск[62]. Глава VIII На коксохимическом заводе стахановское движение внесло радикальные изменения в некоторые технические процессы и во многих случаях, несомненно, способствовало поднятию экономической эффективности производства. Как рабочие, так и технические специалисты предлагали различные улучшения, которые часто внедряли в производство, что способствовало увеличению выпуска продукции. Во всех мастерских и цехах регулярно проводились производственные собрания. Здесь рабочие могли высказываться и действительно высказывались максимально свободно — критиковали директора, жаловались по поводу зарплаты, плохих условий жизни, отсутствия товаров в магазине — короче говоря, они могли ругать все, что угодно, за исключением генеральной линии партии и полдюжины его священных и неприкосновенных руководителей. На этих собраниях обсуждали план, определяли победителей стахановского движения за прошедший месяц и решали производственные вопросы, касавшиеся непосредственно данной мастерской или данного цеха. Технические последствия стахановского движения иногда были очень запутанными, и польза для общего дела была весьма сомнительна. Например, благодаря стахановскому движению коксовальные печи производили процентов на двадцать больше газа, чем это было запроектировано. Перед стахановцами цеха конденсации была поставлена задача — перекачивать весь газ в химический цех таким образом, чтобы не пропало ни единого кубического метра. Газопроводы были достаточно большого диаметра, чтобы принять на себя дополнительную нагрузку, однако газовытяжные вентиляторы, к сожалению, были лишь агрегатами, и к ним было трудно применить методы стахановского движения. Асинхронные двигатели, приводившие в движение вентиляторы, делали три тысячи оборотов в минуту при рабочей частоте 50 герц. Стахановцы, механик и мастер не могли ничего сделать, чтобы увеличить частоту вращения. Тогда было принято альтернативное решение: давать большую нагрузку на газовытяжные вентиляторы при прежней скорости вращения. Это было сделано, но тем самым были нарушены элементарные технические правила. Эти асинхронные двигатели немецкого производства были сконструированы и сделаны таким образом, что их предельный ток нагрузки не должен был превышать девяносто ампер. Однако при той нагрузке, которая была навязана им стахановским движением, они часто работали при силе электрического тока более ста ампер. На каждом двигателе было ясно написано и по-немецки, и по-русски, что если нагрузка превысит девяносто ампер, то двигатель надо выключать. Это указание проигнорировали, и задачей помощника механика стало удерживать автоматический выключатель палкой от щетки, чтобы не дать ему отключиться, когда нагрузка становилась слишком большой. Такая практика тянулась годами. В результате двигатель перегорал чуть ли не каждые две недели или около того. Никто никогда не подсчитывал, во что обходился его ремонт. Результаты стахановского движения были особенно ощутимы в финансовом отделе. Зарплата стахановцев сильно повысилась. Зачастую доходы, увеличившиеся в результате возросшей производительности труда, все же не соответствовали увеличившимся зарплатам. В итоге — дефицит в бухгалтерских книгах. Стахановское движение дало поразительные результаты на шахте, где добывали железную руду. В 1937 году было добыто 6,5 миллиона тонн руды. В том же году в Германии добыто 4,7 миллиона тонн, в Англии — 4,2 миллиона тонн, а в Швеции — 8,5 миллиона тонн. Производительность труда возросла с 2017 тонн в год на одного среднего рабочего в 1935 году до 3361 тонны в год на одного среднего рабочего в 1937 году. Это увеличение производительности было лучшим показателем экономической эффективности. В 1937 году подготовленная руда для доменных печей стоила три рубля пятьдесят копеек за одну тонну, что делало ее самой дешевой рудой в Советском Союзе и, даже основываясь на соотношении рубля к доллару по официальному курсу, такой же дешевой, как и руда из лучших шахт в Соединенных Штатах. Эта шахта по добыче руды ежегодно, начиная с 1935 года, давала значительную прибыль. Экскаваторы добывали большее количество руды. В 1932 году при трехсменной работе средний экскаватор добывал 446 тысяч тонн руды, в 1934 году — 1,111 миллиона тонн, в 1937 году, работая только в две смены ежедневно, — немногим менее 2 миллионов тонн. Продуктивность работы электровозов также увеличилась. В 1934 году электровоз перевозил 34 тысячи тонн руды в месяц, а в 1937–57 тысяч тонн. Качество добываемой руды было прекрасным. Среднее содержание железа в руде в 1937 году составляло 60,1 процента. Глава IX В самый разгар стахановского движения я столкнулся с интересным поворотом событий в мартеновском цехе. Муж Машиной сестры Макс был заместителем начальника цеха, и от него я узнал о некоторых подробностях борьбы за сталь. Мартеновский цех был самым большим обособленным цехом на всем предприятии и, возможно, самым сложным, поэтому было очень трудно налаживать здесь производство. Установленное здесь оборудование было самым лучшим, какое только можно купить, для выпуска высококачественной продукции с низкой себестоимостью. Однако мартеновский цех работал очень плохо, и дефицит здесь исчислялся миллионами рублей в год, а иногда и в месяц. Более того, работа в мартеновском цехе стала причиной того, что многие подающие надежды, перспективные молодые инженеры и техники оказались кто в больницах, кто в санаториях, а кто и в тюрьме. Все мартеновские цеха и сталелитейные заводы по всему Советскому Союзу имели результаты лучше, чем в Магнитогорске. Три года Завенягин нянчился с отстающим цехом, менял штат работников, раздавал автомобили и мотоциклы лучшим сталеварам, а самых плохих отдавал под суд за преступную халатность; но когда он в 1937 году ушел, дела у мартеновского цеха все еще шли очень плохо, и это было, по мнению многих людей, самой крупной неудачей Завенягина. Причина в общем-то крылась в плохой организации работы в цехе. Мартеновский процесс очень сложен. Расплавленный чугун помещали в плоский резервуар и обрабатывали его сверху горящим газом, в результате чего выгорал избыток углерода. Другие необходимые вещества, например такие, как марганцевая руда или доломит, подбрасывались внутрь через маленькие окошки. Этот процесс продолжался от восьми до двадцати часов, и за это время чугун превращался в сталь. Для нормальной работы цеха двенадцать мартеновских печей должны были быть обеспечены коксом и доменным газом, чугуном в чушках, как холодного, так и горячего дутья, железной рудой, марганцевой рудой, доломитом, мелом, известняком, изложницами — все должно находиться на положенном месте в положенное время. Помимо этого, лаборатория была обязана быстро и точно делать анализы стали по мере ее изготовления, и примерно двадцать пять — тридцать различных кранов должны были работать постоянно и без сбоев, передвигаться от одной мартеновской печи к другой, и все время находиться наготове. Но такой четкий график работы никогда так и не был организован. Какой-нибудь из материалов всегда отсутствовал, один из кранов постоянно ломался, лаборатория выдавала неправильный анализ, или же люди просто что-то путали и делали ошибки. Штат работников мартеновского цеха был чрезвычайно сильно раздут. В Америке у стапятидесятитонных мартеновских печей работало от сорока пяти до пятидесяти человек. В Магнитогорске для этого требовалось от ста до ста десяти человек. Здесь были рабочие, помощники бригадиров, бригадиры, помощники мастера, мастера, старшие мастера, сменные инженеры, инженеры участков, начальники смен, начальники вспомогательных мастерских, техники-наблюдатели — и все они путались друг у друга под ногами, причем большинство из них не занималось непосредственно производительным трудом. У одного человека в мартеновском цехе было достаточно знаний и дальновидности, и он знал, что надо делать. Однако он не обладал сильным характером и талантом администратора, а эти качества необходимы для того, чтобы заявить о своих идеях и сделать так, чтобы они были реализованы. Мой зять Макс, по своему образованию специалист по научной организации труда, имевший некоторый опыт работы в тяжелой промышленности, понимал, что путь к улучшению заключается в комплексной работе двенадцати мартеновских печей и строгом соблюдении графика производственного процесса. Оборудование должно выполнять необходимые операции на всех мартеновских печах поочередно, вместо того чтобы оно простаивало без работы два часа, а потом требовалось в трех местах одновременно. Надо правильно организовать дело, и тогда не будет простоев, которые теперь так пагубно сказываются на производстве, рассуждал Макс. (В 1936 году одну четвертую часть общего времени работы мартеновских печей за год составляли простои.) Макс хорошо планировал свою работу. Изучив мартеновский процесс, он пошел к Завенягину, горячо одобрившему его план, а затем вернулся обратно в цех, став с благословения Завенягина заместителем начальника цеха и тем самым вызвав неприязнь некоторых старых работников-сталеваров, считавших, что этот выскочка-специалист по научной организации труда сам не знает, что говорит. Два месяца шли приготовления: лекции для рабочих, большие круговые шкалы-циферблаты с разметками, показывавшими, какая стадия производственного процесса каждой мартеновской печи должна совершаться в данное время. Макс ел и спал на комбинате, не приходил домой несколько дней кряду. Снова и снова он был вынужден идти к Завенягину, чтобы получить полномочия и выступить против старого руководства цеха, считавшего, что старые методы работы лучше и что мартен не может работать по графику. Наступил день эксперимента; производительность выросла на два-три дня, а затем снова упала — и стала ниже предыдущего уровня. График работ совершенно открыто саботировали руководящие работники цеха, а рядовые рабочие воспринимали его либо равнодушно, либо с молчаливым неодобрением, предпочитая работать, как им хотелось или же когда они будут готовы, а не в какое-то специально указанное время. Несколько месяцев Макс боролся за свой график, много раз дело доходило чуть ли не до драки. В конце концов Завенягину пришлось выбирать: либо Макс, либо старое руководство. Поскольку Завенягин все же меньше верил в более молодого и менее опытного инженера, он снял Макса с должности заместителя начальника цеха, и попытки работать по графику были прекращены. Впоследствии с Максом поступили по старому доброму русскому обычаю, то есть с позором уволили с завода, списав на него все недостатки и неудачи последних месяцев для того, чтобы поднять авторитет администрации и веру в нее рабочих. Мартеновский цех вошел в свою обычную колею хаотичной работы: в 1937 году отходы производства составили 12,7 процента, то есть один миллион рублей, а общий дефицит мартеновского цеха за первый квартал 1937 года — три миллиона рублей. Приблизительно в это же время один из известных корреспондентов газеты «Магнитогорский рабочий» написал статью, занимавшую целую страницу и озаглавленную «Печальная история плавки № 1372». Эта плавка началась на письменном столе начальника мартеновского цеха, который, изучив заказы на сталь, подписал распоряжение: «Плавка № 1372, сталь для ведущего моста тракторов». Распоряжение отнесли к диспетчеру, отдавшему его начальнику смены, который взял его с собой в столовую, пролил на него суп и в конце концов отнес его в таком виде, что можно было разобрать лишь часть написанного, начальнику участка № 1, который после определенной задержки передал его в руки сталевара мартеновской печи № 4, только что пришедшего на работу. Короче говоря, этот сталевар не смог полностью прочесть, что же было написано в этом распоряжении и, чувствуя необходимость попрактиковаться, решил выплавлять быстрорежущую инструментальную сталь. Однако не хватало то одного, то другого, и к тому времени, когда мартен был загружен, было бы уже очень трудно определить, какой сорт стали в нем находился. Лаборатория не смогла провести точный контрольный анализ, и сто восемьдесят тонн неполноценной стали были разлиты по изложницам после бесчисленных мелких проволочек: ждали кран с разливочным ковшом, ждали рабочих, чтобы они убрали шлак, который пролился на рельсы из соседней мартеновской печи, и так далее. Восемнадцать изложниц зарегистрировали в книге диспетчера и повезли к стриппер-крану. По пути туда три слитка потерялись. По прибытии на место было обнаружено, что два слитка приварились к изложницам и пошли в отходы. Тринадцать оставшихся слитков отправили на блюминги. Здесь два из них в томильном колодце смешались с другими слитками и след их затерялся. Одиннадцать слитков прошли через блюминг, где один из них пошел в отходы. И наконец, пройдя два первых прокатных стана, девять[63] слитков попали на промежуточные склады. Здесь был проведен анализ и полученные результаты сравнили с первоначальной заявкой-распоряжением на плавку № 1372. Было признано, что эти слитки не соответствуют спецификациям, они были забракованы и пошли в отходы. Несмотря на эти обескураживающие примеры плохой организации и неразумного руководства, магнитогорский мартеновский цех добился реальных успехов. Ежедневно производилось тысячи тонн стали[64]. Более того, после 1937 года производство стали резко увеличилось и одновременно заметно повысилось качество. Пять лет, с 1937 до 1942 года, Магнитогорск поставлял приблизительно десять миллионов тонн стали для русских машиностроительных заводов и строительных работ. Эта сталь стоила дорого, как в рублях, так и в человеческих жизнях, однако из десяти миллионов тонн стали будет сделано много танков, а их военная эффективность не связана с той ценой, которая была за нее заплачена. Примечания:5 Артур Кёстлер. Стрела в ясном небе. Нью-Йорк, 1952. С. 277–278.— Примеч. автора. 6 Питер Файлин. Американцы и советский эксперимент. 1917–1933. Кембридж. 1967. С. 141, 196–197, 199, 242–243. — Примеч. автора. 53 См. Приложение (16). — Примеч. автора. 54 Думпкар — вагонетка с опрокидывающимся кузовом. — Примеч. переводчика. 55 См. Приложение (17) — Прим. автора. 56 См. Приложение (18) — Прим. автора. 57 Таблица приводится в сокращенном виде. Вся таблица целиком занимала восемь страниц, и в ней содержались цифры добавочного вознаграждения в процентах для каждой основной зарплаты и в зависимости от выполнения плана. — Примеч. автора. 58 См. Приложение (19) — Прим. автора. 59 См. приложение (20) — Прим. автора. 60 См. Приложение (21) — Прим. автора. 61 См. Приложение (22) — Примеч. автора. 62 См. Приложение (23) — Примеч. автора. 63 В тексте имеется неточность: должно было остаться не девять, а десять слитков. — Примеч. переводчика. 64 См. Приложение (24). — Примеч. автора. |
|
||
|
Главная | Контакты | Нашёл ошибку | Прислать материал | Добавить в избранное |
||||
|
|
||||